Wie man Farbe und Lack mit der HVLP-Technik mit wenig Luftdruck aufsprüht
 Foto: CD-Color GmbH & Co. KG
Foto: CD-Color GmbH & Co. KG
 Foto: CD-Color GmbH & Co. KG
Foto: CD-Color GmbH & Co. KG
 Foto: CD-Color GmbH & Co. KG
Foto: CD-Color GmbH & Co. KG
 Foto: CD-Color GmbH & Co. KG
Foto: CD-Color GmbH & Co. KG
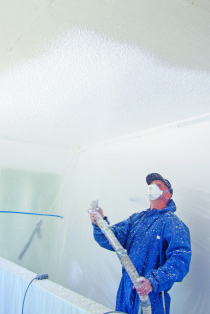
In Industrie und Handwerk werden Farben und Lacke oft im Spritzverfahren aufgetragen. Mit dem Niederdruckspritzverfahren (HVLP-Technik) lässt sich das Material mit wenig Luftdruck aufsprühen. Dabei entsteht kaum Sprühnebel. Besonders gut geeignet ist die Technik für kleine Flächen.
Die HVLP-Technik kommt zum Einsatz, wenn kleinere Bauteile wie Türen und Zargen oder Flächen bis etwa 50 m² beschichtet werden sollen. HVLP steht dabei für „High Volume – Low Pressure“ (hohes Volumen, geringer Luftdruck) und bezeichnet eine Spritzgerättechnik, bei der das Material mit einem Luftvolumen von etwa 600 bis 2000 l/min, aber mit einem niedrigen Druck von 0,2 bis 1,0 bar aufgetragen wird. Bei dieser Technik entsteht wenig Sprühnebel, außerdem ist der Handwerker schneller als mit dem Pinsel oder mit der Rolle. Mit dem Verfahren lässt sich eine Materialübertragungsrate von bis zu 80 Prozent erreichen. Eine höhere Übertragungsrate bietet nur das elektrostatische Spritzen, das auf Baustellen allerdings nur selten eingesetzt wird.
Ohne Widerstand durch die Pistole
HVLP-Lacke müssen sich schnell verarbeiten lassen. Die Lackhersteller stellen für diese Technik Lacke zur Verfügung, die nicht erst durch Verdünnen oder mit Additiven eingestellt werden müssen. Es reicht dabei nicht aus, Standard-Rezepturen im Herstellungsprozess nur durch Verdünnen in der Viskosität zu reduzieren. Lacke, die man überwiegend mit dem Pinsel oder mit der Rolle aufträgt, besitzen einen entsprechenden Streichwiderstand, damit das Material auf der Fläche angenehm und homogen verteilt wird. Spritzlacke hingegen dürfen genau dieses Verhalten nicht haben. Hier muss das Material so eingestellt sein, dass es ohne Widerstand durch die Pistole gefördert und zerstäubt wird. Gleichzeitig muss die Korngröße der Lackbestandteile, also die Größe einzelner Partikel im Gemenge, so angepasst sein, dass sie blockierungsfrei durch die Spritzpistole auf den Untergrund gelangen.
Keine „Gardinen“ an der Wand
Neben der schnellen Verarbeitung im Vergleich zur Rollen- und Pinselapplikation erwartet der Handwerker von der Spritztechnik ein Top-Oberflächenfinish. Bei niedrigviskosen (dünnen) Lacken ist es aber besonders schwierig, die optimale Balance zwischen hoher Standfestigkeit auf vertikalen Flächen und einem glatten Verlauf in der Oberfläche zu halten. Der Lack soll natürlich nicht in so genannten „Gardinen“ von der Fläche ablaufen. Mit speziell entwickelten Additiven und Hilfsstoff-Kombinationen wird der Lack so formuliert, dass das Auftragen ohne Verlaufen möglich wird.
Auf Maschinen und Pistolen abgestimmt
Im Markt wird eine Fülle von Produkten für das Niederdruckspritzen angeboten. Die Lacke sind dabei meist auf die Maschinentechnik und Pistolenkonfiguration abgestimmt. Das bestimmt dann auch die Spritzgeschwindigkeit und die Intensität des Oversprays (Sprühnebel), aber auch die Oberflächengüte. Daneben gibt es geräteunspezifische Lacke und Farben. Diese sind nicht auf eine bestimmte Maschinentechnik oder Pistolenkonfiguration zugeschnitten. Sie können universell mit nahezu allen Maschinen- und Pistolentypen verarbeitet werden, ohne dass diese erst eingestellt werden müssten. Besonders attraktiv für den Handwerker sind so genannte Eintopfsysteme wie „Lucite HVLP 2in1 Satin“, die auf verschiedenen Untergründen zum Einsatz kommen. Dabei kann man aufgrund der Direkthaftung sogar auf eine separate Grundierung verzichten, was ein einfaches Auftragen ohne Materialwechsel bietet.
AutorBenedikt Müller-Wortmann ist Leiter der Anwendungstechnik bei der CD-Color GmbH & Co. KG in Herdecke.